通(tōng)風管道加工製作安裝技術
(一(yī))、室內金屬風管施工製作施工工藝
1、材料要(yào)求
A、板材表(biǎo)麵應平整,厚度應均勻,無凹凸明顯的壓傷現象,並且不得有裂縫、砂眼、結疤、刺邊和鏽蝕等情況。
B.選用材料的(de)厚度應符合規(guī)範規定:(mm)
C.型(xíng)鋼應該(gāi)注意(yì)等型,均勻,不應有裂縫,氣泡、窩穴及其他影響質量的缺陷,特別注意現(xiàn)有角鋼有不等邊的情況
2.通風管道加工製作作業條(tiáo)件
1、圖紙已經熟悉,並(bìng)且經過圖紙會審。對建築、結構和電氣、暖衛施工圖中的管路(lù)走向、坐標、標高與通風管道之間跨越交(jiāo)叉在圖紙上出現的問題已經有解決方案。
2、材料表麵油汙(wū)應全部清除(chú)幹淨,以免鐵鏽或氧化物落(luò)於材料表麵產生局部腐蝕。
3、必須有一個單獨(dú)的加工場(chǎng)地,為了不(bú)破壞鍍鋅鋼板外的(de)保護膜,工作場地(dì)最好鋪設木(mù)板(bǎn)或者橡膠板,保持場地清潔(jié)。
4、已進(jìn)行了施工技術交底,對風管製作的(de)尺寸,采用(yòng)的技術標準、接口及(jí)法蘭連接方法已經明(míng)確(què)。並且已經作好施工交底記錄。
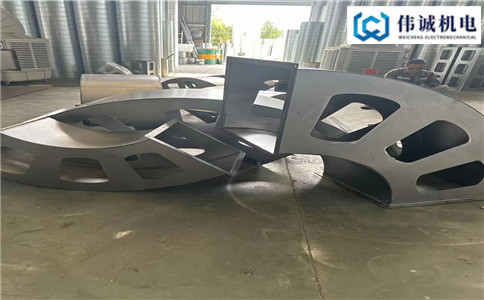
1)、通風管道加工
根(gēn)據風管長邊尺寸進行合適的選料。按正確的放樣進行製作。風(fēng)管(guǎn)翻邊(biān)時,翻邊應留有不小於6mm的餘(yú)量,翻邊不能遮住螺栓孔,咬口邊要用剪刀進行倒角或開角(jiǎo),且不開裂,形(xíng)成弧(hú)形翻(fān)邊。若翻邊四角開(kāi)裂,應采用錫(xī)焊或(huò)密封膠填補,防止風管漏風風管板材厚度小於1.2mm時(shí)可以采用聯合角或按扣式咬(yǎo)口,大於1.2mm時采(cǎi)用焊接。風管成型後與法蘭(lán)連接采用鉚接,鉚釘(dìng)距風管壁(bì)距離不得大於(yú)50mm,各鉚釘間距不得(dé)大於150mm。矩形風管長邊(biān)大於630mm(保溫風管大於800mm),長邊(biān)尺寸大於1250mm或低壓風管單邊麵(miàn)積大於12m2,中高壓風管大於10m2時必須采取加固措施。圓形(xíng)風管(不(bú)包括螺旋風管)直徑大於等於800mm,且其管段長度大於1250mm或總表麵積大於4m2時必須采取加固(gù)措(cuò)施。圓形風管(不包括螺旋風管)直徑大於等於800mm,且其管段長度大於1250mm或總表麵積大於4m2時必須采取加固(gù)措施。風管邊長≥630mm,L≥1250mm以上(shàng),不保溫風管(guǎn)的加固框角鐵可以比法蘭角鐵小1號(hào)。

相關標簽:

 服務熱線
服務熱線